IT
La guida pratica alle matrici per stampaggio in carburo di tungsteno: qualità, design e come farle durare
Novità del settore-Che cos'è una matrice per stampaggio in carburo di tungsteno e perché è importante?
Una matrice per stampaggio in carburo di tungsteno è un componente per utensili di precisione utilizzato nelle operazioni di stampaggio dei metalli per tagliare, formare, forare o modellare lamiere con elevata ripetibilità ed estrema precisione. A differenza delle tradizionali matrici in acciaio per utensili, le matrici in carburo di tungsteno sono realizzate in un materiale composito, principalmente particelle di carburo di tungsteno (WC) sinterizzate insieme a un legante metallico, più comunemente cobalto (Co). Il risultato è un materiale che combina una durezza eccezionale (tipicamente 85–93 HRA sulla scala Rockwell) con una tenacità sufficiente per resistere ai carichi di impatto ripetuti dello stampaggio ad alta velocità senza scheggiarsi o deformarsi.
Negli ambienti di produzione ad alto volume (componenti automobilistici, terminali elettronici, parti di dispositivi medici, connettori elettrici e dispositivi di fissaggio di precisione), le matrici per stampaggio in carburo di tungsteno sono la scelta standard per gli utensili che devono fornire milioni di colpi costanti prima di richiedere la sostituzione. Il costo iniziale degli utensili è superiore a quello dell'acciaio per utensili, ma la durata di servizio notevolmente estesa e i tempi di fermo ridotti rendono le matrici in metallo duro la scelta economicamente superiore su larga scala. Questa guida copre tutto, dalla selezione della qualità e considerazioni sulla progettazione degli stampi alle pratiche di manutenzione e cosa cercare quando si acquistano stampi per stampaggio in metallo duro.
Filiere in carburo di tungsteno e acciaio per utensili: comprendere la vera differenza
La decisione tra carburo di tungsteno e acciaio per utensili per la costruzione di stampi per stampaggio è una delle scelte più importanti negli utensili per presse. Ciascun materiale ha un profilo prestazionale distinto e la scelta giusta dipende dal volume di produzione, dal materiale da stampare e dai tempi di fermo accettabili per la riaffilatura o la sostituzione.
| Proprietà | Matrice in carburo di tungsteno | Matrice in acciaio per utensili (D2 / M2) |
| Durezza | 85–93 HRA | 58–65 HRC |
| Resistenza all'usura | Eccellente: durata 5–20 volte più lunga | Buono per volumi moderati |
| Robustezza | Moderato: dipendente dal voto | Più alto: più tollerante agli impatti |
| Resistenza alla compressione | Fino a 6.000 MPa | 1.500–2.500 MPa |
| Costo iniziale degli utensili | Superiore (3–5× acciaio per utensili) | Più in basso |
| Costo per parte per tutta la durata | Più in basso at high volumes | Superiore a causa della sostituzione frequente |
| La migliore applicazione | Materiali ad alto volume, abrasivi o duri | Prototipi, volumi ridotti, geometria complessa |
| Lavorabilità | Richiede elettroerosione e rettifica al diamante | Macinazione e macinazione convenzionale |
Per cicli di produzione superiori a 500.000 parti, matrici per stampaggio in carburo di tungsteno offrono quasi sempre un costo totale di proprietà inferiore nonostante il prezzo di ingresso più elevato. Al di sotto di tale soglia, il calcolo dipende fortemente dal materiale da stampare e dalla frequenza di riaffilatura accettabile per le alternative all'acciaio per utensili.
Gradi di carburo di tungsteno utilizzati negli stampi per stampaggio: come scegliere quello giusto
Il carburo di tungsteno non è un singolo materiale: è una famiglia di compositi con rapporti variabili tra granulometria WC e contenuto di legante di cobalto. Queste variabili controllano direttamente l'equilibrio tra durezza e tenacità e la selezione della qualità sbagliata per un'applicazione di stampaggio porta a guasti prematuri dovuti a usura eccessiva o scheggiatura.
Contenuto di cobalto e suoi effetti sulle prestazioni
Il cobalto è il legante metallico che tiene insieme i grani di carburo di tungsteno. Il basso contenuto di cobalto (3–6% Co) produce un materiale per stampi più duro e resistente all'usura, ideale per lo stampaggio di materiali sottili e morbidi a velocità molto elevate dove l'usura abrasiva è la principale modalità di guasto. Un contenuto di cobalto più elevato (8–15% di Co) scambia parte della durezza con una tenacità e una resistenza alle crepe significativamente migliorate, rendendolo la scelta migliore per lo stampaggio di materiali più spessi, leghe più dure come l'acciaio inossidabile o l'acciaio ad alta resistenza o applicazioni che comportano carichi d'urto dovuti all'espulsione di parti o ad errori di alimentazione. La maggior parte delle applicazioni di matrici per stampaggio rientrano nell'intervallo del 6-10% di Co, che rappresenta il punto pratico tra resistenza all'usura e tenacità agli urti.
Dimensione della grana e suo ruolo nella nitidezza del bordo
La dimensione della grana del WC, che va da submicron (sotto 0,5μm) a grossolana (oltre 3μm), influisce sia sulla nitidezza del bordo ottenibile che sulla finitura superficiale della parte stampata. I carburi a grana fine e ultrafine supportano taglienti più affilati con tolleranze dimensionali più strette, rendendoli la scelta preferita per la tranciatura di precisione, la perforazione fine e il micro-stampaggio di materiali in lamina sottile nella produzione di dispositivi elettronici e medici. Le qualità a grana più grossa sono più tenaci e più adatte alla tranciatura pesante, agli inserti per imbutitura profonda e alle applicazioni in cui l'affilatura del tagliente è meno critica della resistenza agli urti.
Raccomandazioni comuni sui gradi per applicazione
- Punzonatura di nastri sottili di rame o alluminio (terminali elettronici): Grana fine, 6% Co: massima resistenza all'usura per materiali non ferrosi abrasivi a tassi SPM elevati.
- Tranciatura di acciaio dolce fino a 3 mm: Grana media, 8–10% Co: durezza e tenacità bilanciate per lo stampaggio di acciaio per usi generali.
- Stampaggio di acciaio inossidabile o acciaio ad alta resistenza: Grana medio-grossa, 10–12% Co: maggiore tenacità per gestire forze di taglio e carichi d'urto più elevati da materiale più duro.
- Inserti per imbutitura e formatura: Grana grossa, 12–15% Co: massima tenacità per resistere alle sollecitazioni di compressione e trazione prolungate delle operazioni di formatura.
- Microstampaggio e taglio di precisione della lamina: Grana inferiore al micron, 6% Co: la migliore definizione dei bordi disponibile per parti con tolleranze inferiori a ±0,005 mm.

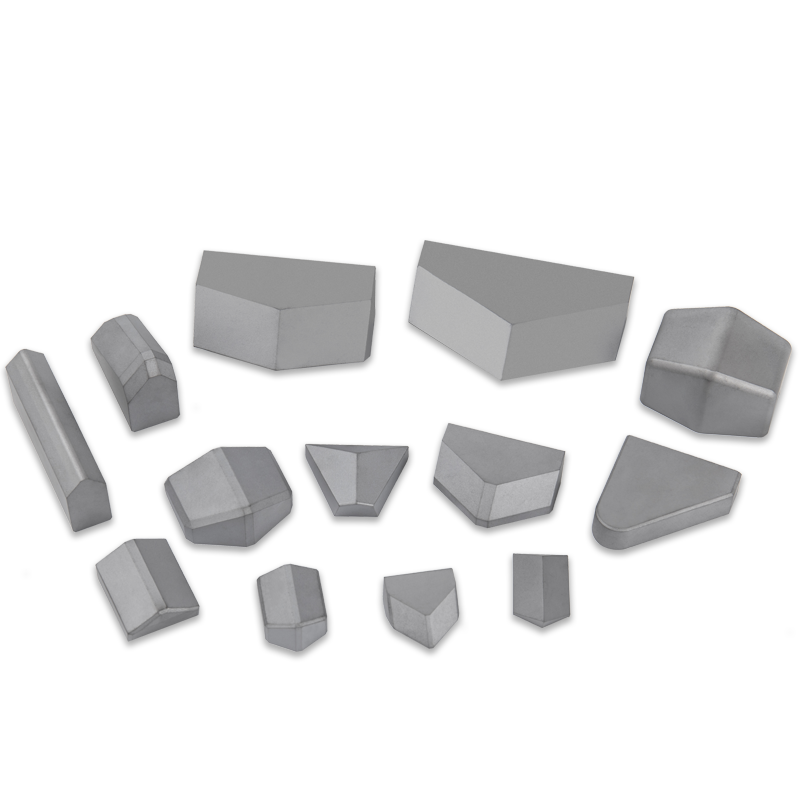
Componenti chiave di un gruppo stampo per stampaggio in carburo di tungsteno
Uno stampo completo per stampaggio in metallo duro non è semplicemente un singolo pezzo di metallo duro: è un assemblaggio di precisione di più componenti, ciascuno progettato per funzionare in sinergia. Comprendere il ruolo funzionale di ciascuna parte aiuta sia nelle decisioni sulla progettazione degli stampi che nella diagnosi dei guasti quando si verificano problemi nella produzione.
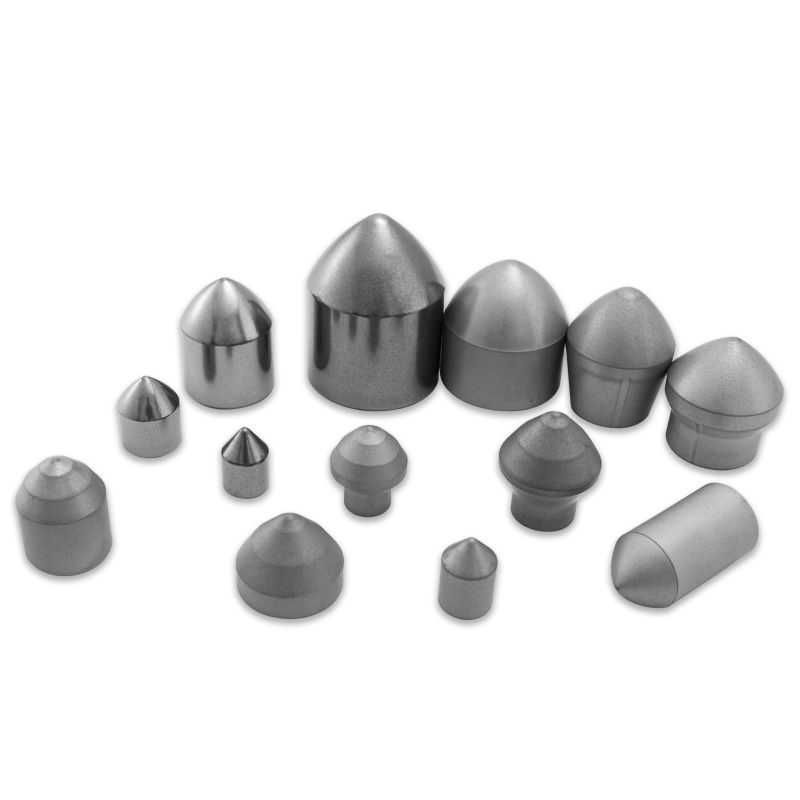
Punzone al carburo (matrice superiore)
Il punzone in metallo duro è l'elemento attivo di taglio o formatura che scende con il pistone della pressa. Definisce la forma da stampare (rotonda, quadrata, profilo complesso o contorno personalizzato) e la geometria del tagliente determina l'altezza della bava e la qualità del bordo sulla parte finita. I punzoni sono generalmente inseriti a pressione o trattenuti meccanicamente in un portapunzono in acciaio, con la punta in carburo che esegue tutto il lavoro sulla superficie di taglio. La lunghezza del punzone, l'area della sezione trasversale e l'angolo di scarico del bordo sono tutti fattori che determinano il tempo in cui il punzone mantiene la sua geometria prima che sia necessaria la riaffilatura.
Bottone della matrice in carburo (matrice inferiore)
Il pulsante della fustella è l'elemento di taglio inferiore fisso. Il punzone entra nell'apertura del pulsante della matrice con un gioco controllato – in genere il 5–10% dello spessore del materiale per lato per le operazioni di tranciatura – e questo gioco è ciò che taglia il materiale in modo pulito. I bottoni della matrice in carburo vengono inseriti a pressione in un pattino o una piastra in acciaio. La lunghezza della parte finale (l'altezza verticale della sezione di taglio parallela prima dell'inizio dell'angolo di scarico della matrice) influisce sia sulla forza di taglio che sulla durata della matrice: una parte più lunga aumenta la resistenza all'usura ma aumenta anche la forza di strappo.
Gioco della matrice e relativo effetto sulla qualità della parte
Il corretto gioco tra punzone e matrice è una delle variabili più critiche nelle prestazioni della matrice per stampaggio in metallo duro. Un gioco troppo piccolo aumenta la forza di taglio, genera calore eccessivo e accelera l'usura del tagliente sia sul punzone che sulla matrice. Un gioco eccessivo produce una zona di ribaltamento più ampia, bave più alte e una ridotta precisione dimensionale sul bordo tranciato. Per materiali teneri come rame o alluminio, spazi più stretti (4–6% per lato) producono tagli più puliti. Per materiali più duri o più spessi, giochi più ampi (8–12% per lato) riducono lo stress dell'utensile e prolungano la durata dello stampo.
Colonne guida e boccole
Le colonne e le boccole di guida di precisione mantengono un allineamento accurato tra le metà superiore e inferiore dello stampo durante ogni corsa della pressa. Il disallineamento, anche di pochi micron, provoca un carico irregolare sui taglienti in metallo duro, accelerando la scheggiatura del tagliente e riducendo la durata della matrice. Nelle applicazioni di stampaggio ad alta velocità, i sistemi di guida con gabbia a sfere sostituiscono le boccole lisce per ridurre l'attrito e una guida più precisa a velocità elevate.
Metodi di produzione: come sono realizzate le matrici per stampaggio in carburo di tungsteno
Il processo di produzione degli stampi per stampaggio in carburo di tungsteno è più complesso e specializzato rispetto a quello degli utensili in acciaio per utensili. Comprendere i metodi di produzione aiuta gli acquirenti a valutare la capacità dei fornitori e a stabilire aspettative realistiche in termini di tempi di consegna.
Metallurgia delle polveri e sinterizzazione
I grezzi per stampi in carburo di tungsteno sono prodotti mediante metallurgia delle polveri: miscelando polvere di WC con legante di cobalto, pressando la miscela in una forma quasi netta e sinterizzando a temperature intorno a 1.400–1.500 ° C sotto vuoto o atmosfera inerte. Durante la sinterizzazione, il cobalto si scioglie e scorre tra i grani di WC, creando una matrice densa ed omogenea. Il pezzo grezzo sinterizzato si ritira in modo prevedibile (tipicamente lineare del 18–20%) dalla forma pressata e questo fattore di ritiro viene tenuto in considerazione nelle dimensioni pre-sinterizzazione. La qualità del pezzo grezzo (livello di porosità, uniformità della grana e distribuzione del legante) determina il limite massimo di prestazioni ottenibili dallo stampo.
Elettroerosione (lavorazione per elettroerosione)
Poiché il carburo di tungsteno sinterizzato è troppo difficile da lavorare con gli utensili da taglio convenzionali, i profili complessi vengono lavorati utilizzando l'elettroerosione (elettroerosione a filo o elettroerosione a tuffo). L'elettroerosione a filo taglia il pezzo grezzo in metallo duro utilizzando un elettrodo a filo mobile e l'erosione con scarica elettrica, producendo forme di contorno molto precise con tolleranze di ±0,002–0,005 mm sulle dimensioni del profilo. L'EDM a tuffo utilizza elettrodi sagomati per erodere le caratteristiche tridimensionali della cavità. Gli strati superficiali dell'elettroerosione sul metallo duro devono essere attentamente controllati e spesso richiedono una lucidatura post-elettroerosione per rimuovere qualsiasi strato di rifusione influenzato dal calore che potrebbe fungere da sito di innesco di cricche sotto carico ciclico.
Rettifica e lappatura del diamante
La precisione dimensionale finale e la finitura superficiale delle matrici per stampaggio in metallo duro vengono ottenute mediante la rettifica con mola diamantata, l'unico abrasivo sufficientemente duro per lavorare in modo efficiente il carburo di tungsteno. La rettifica superficiale, la rettifica cilindrica e la rettifica di profili con mole diamantate a legante resinoide o metallico portano i componenti dello stampo alla tolleranza finale. I taglienti critici e le superfici di accoppiamento vengono quindi lappati con composto diamantato per ottenere finiture superficiali inferiori a Ra 0,1μm, il che è essenziale per ridurre al minimo l'usura adesiva e ottenere bordi tranciati puliti sulle parti stampate.
Manutenzione e riaffilatura: prolungamento della durata della matrice in carburo di tungsteno
Uno dei vantaggi pratici delle matrici per stampaggio in carburo di tungsteno rispetto all'acciaio per utensili è che i taglienti usurati possono essere riaffilati più volte prima che la matrice raggiunga la fine della vita utile, purché la riaffilatura venga eseguita correttamente e agli intervalli giusti. Una filiera in carburo sottoposta a una manutenzione inadeguata, tuttavia, può guastarsi in modo catastrofico e distruggere il substrato o le parti a valle.
Quando riaffilare: riconoscere i segni di usura
- Aumento dell'altezza della bava: Quando i taglienti si smussano, la zona di taglio si allarga e l'altezza della bava sulla parte stampata aumenta. Stabilire una soglia di altezza della bava (ad esempio, il 10% dello spessore del materiale) e attivare la riaffilatura quando le parti la superano costantemente.
- Maggiore forza di strappo: Un bordo del punzone usurato o scheggiato crea più attrito durante la rimozione del materiale, il che si manifesta come letture elevate del carico della pressa o affaticamento della molla di rimozione.
- Arrotondamento o scheggiatura del bordo visibile sotto ingrandimento: L'ispezione regolare dei taglienti tramite una lente di ingrandimento o un comparatore ottico rileva la scheggiatura prima che si propaghi in fratture del bordo più grandi che richiedono una rimozione di materiale più aggressiva per essere riparate.
- Deriva dimensionale su particolari stampati: Poiché il gioco della matrice aumenta effettivamente a causa dell'usura dei bordi, le dimensioni della parte cambiano. Monitora le dimensioni critiche su base statistica e utilizza i dati di tendenza per prevedere quando è necessaria la riaffilatura prima che il tasso di scarto aumenti.
Corretta pratica di riaffilatura
La riaffilatura del carburo di tungsteno richiede mole diamantate con durezza del legante e dimensione della grana adeguate per la qualità di carburo da rettificare. Utilizzare un flusso di refrigerante durante tutta la rettifica per prevenire danni termici: il surriscaldamento localizzato durante la riaffilatura crea stress residuo da trazione e microfessurazioni sulla superficie che riducono drasticamente la successiva durata dello stampo. Rimuovere solo la quantità di materiale necessaria per ripristinare un bordo pulito e affilato, in genere 0,05–0,15 mm per ciclo di riaffilatura. Tieni traccia del materiale cumulativo rimosso dalla lunghezza del punzone per sapere quanti altri cicli di riaffilatura rimangono prima che il punzone diventi troppo corto per un utilizzo sicuro.
Cosa cercare quando si acquista un fornitore di stampi per stampaggio in carburo di tungsteno
L'approvvigionamento di matrici per stampaggio in metallo duro comporta più variabili rispetto all'acquisto di utensili di base. Alcuni criteri di valutazione chiave separano i fornitori che forniscono costantemente stampi di lunga durata e alta precisione da quelli che producono qualità incoerente che fallisce nel servizio.
- Approvvigionamento interno delle materie prime: I fornitori che acquistano grezzi in metallo duro sinterizzato da produttori di materie prime certificati, anziché da fonti sconosciute del mercato spot, possono tracciare il grado del materiale e la qualità del lotto. Richiedi i certificati dei materiali in metallo duro e conferma che il contenuto di cobalto e la dimensione dei grani corrispondono al grado specificato.
- Elettroerosione a filo e capacità di rettifica: Confermare che il fornitore utilizzi le proprie apparecchiature per elettroerosione e molatura dei diamanti anziché esternalizzare queste fasi critiche. Ogni passaggio di consegne tra subappaltatori introduce rischi dimensionali e riduce la responsabilità per la precisione dello stampo finale.
- Capacità di ispezione e misurazione: I fornitori di matrici in metallo duro di qualità utilizzano l'ispezione CMM (macchina di misura a coordinate) per verificare le dimensioni critiche, comparatori ottici per la verifica del profilo e tester di rugosità superficiale per confermare la finitura della superficie rettificata. Chiedere quali registri di ispezione vengono forniti con ciascuna spedizione di stampi.
- Supporto tecnico applicativo: I migliori fornitori di matrici in metallo duro non si limitano a produrre secondo il tuo disegno, ma lo esaminano per individuare potenziali problemi di progettazione prima di tagliare il materiale. L'esperienza con le raccomandazioni sulle distanze, la selezione della qualità per il materiale e l'applicazione specifici e l'ottimizzazione della geometria del tagliente è davvero preziosa e separa i produttori di utensili specializzati dalle officine meccaniche generali.
- Tempi di consegna e servizio di riaffilatura: Per gli utensili critici per la produzione, conferma i tempi di consegna standard e rapidi del fornitore sia per i nuovi stampi che per il servizio di riaffilatura. Un fornitore in grado di restituire un macinato entro 24-48 ore riduce drasticamente i tempi di inattività della produzione rispetto a uno con una coda di due settimane.
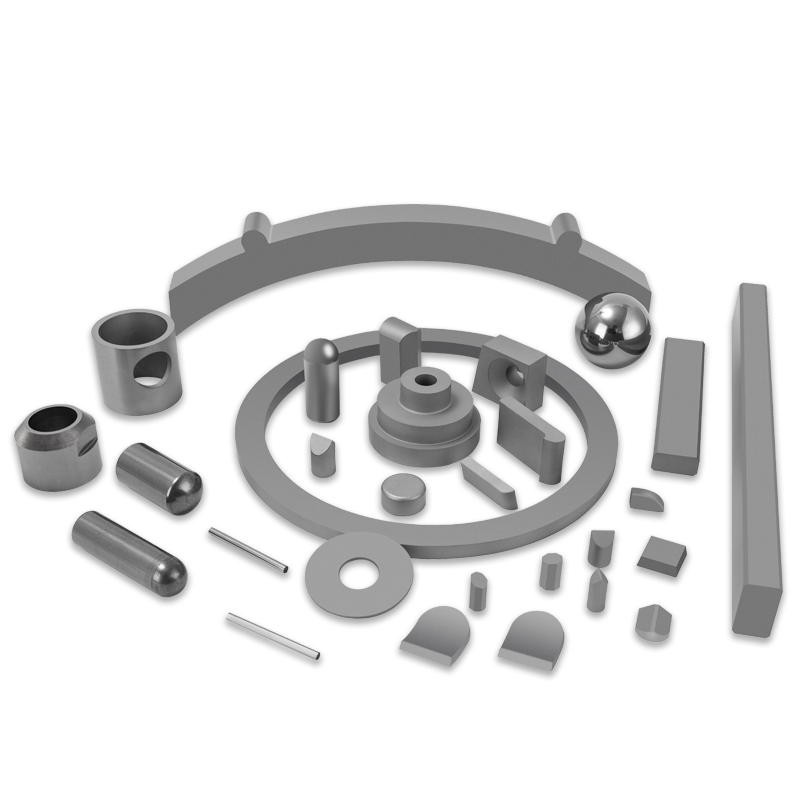
I nostri prodotti //
Prodotti correlati