IT
Inserti in carburo di tungsteno per alesatrici di tunnel: cosa sono e perché sono importanti
Novità del settore-Il ruolo degli inserti in carburo di tungsteno nella perforazione di tunnel
Gli inserti in carburo di tungsteno per le alesatrici di tunnel sono i principali elementi di taglio responsabili della fratturazione, raschiatura e disaggregazione delle formazioni di roccia e terreno sulla facciata del tunnel. Ogni metro di avanzamento del tunnel in condizioni di terreno duro o misto dipende dalla capacità di questi inserti di mantenere la geometria di taglio, resistere all'usura abrasiva e assorbire l'enorme impatto e le forze di compressione generate quando una testa di taglio rotante impegna la roccia in profondità. Senza inserti in metallo duro adeguatamente specificati e mantenuti, i tassi di penetrazione diminuiscono drasticamente, il consumo della fresa aumenta e l’economia dell’intero progetto di tunneling si deteriora rapidamente.
Gli inserti stessi sono componenti compatti, che in genere vanno da pochi millimetri a diversi centimetri nelle loro dimensioni critiche, ma sono progettati con un livello di precisione eccezionalmente elevato. Il grado di carburo di tungsteno, il contenuto di legante, la dimensione della grana, la geometria dell'inserto e il sistema di montaggio per brasatura o press-fit sono tutte variabili che il produttore dell'inserto ottimizza per la specifica applicazione di taglio. Un inserto in metallo duro che offre buone prestazioni nel calcare si usurerà prematuramente o si fratturerà nel granito o nella quarzite e viceversa. Comprendere il motivo per cui ciò avviene e come effettuare la scelta giusta delle specifiche è la conoscenza pratica che separa l'approvvigionamento efficace di attrezzature per TBM da costosi tentativi ed errori sul campo.
Cos'è il carburo di tungsteno e perché viene utilizzato negli utensili da taglio TBM
Il carburo di tungsteno (WC) è un composto chimico di tungsteno e carbonio che, nella sua forma sinterizzata pura, è uno dei materiali tecnici più duri disponibili, secondo solo al diamante e al nitruro di boro cubico tra i materiali per utensili da taglio commercialmente pratici. Nei prodotti in carburo cementato utilizzati per gli inserti TBM, i grani di carburo di tungsteno sono legati insieme con un legante metallico – quasi universalmente cobalto (Co), sebbene i leganti nichel e nichel-cromo siano utilizzati in specifici gradi resistenti alla corrosione – attraverso un processo di metallurgia delle polveri che prevede pressatura e sinterizzazione in fase liquida a temperature superiori a 1300°C.
Il risultato è un materiale composito in cui i grani duri di WC forniscono estrema durezza e resistenza all'usura mentre la matrice legante di cobalto fornisce tenacità e resistenza alla frattura sotto impatto. L’intuizione fondamentale è che la durezza e la tenacità esistono in tensione nel carburo cementato: l’aumento dell’una generalmente va a scapito dell’altro. Le qualità con basso contenuto di cobalto e granulometria fine sono più dure e più resistenti all'usura ma più fragili; le qualità con un contenuto di cobalto più elevato e una granulometria più grossa sono più tenaci e più resistenti agli urti ma si usurano più rapidamente in condizioni abrasive. Selezionare la qualità giusta per un inserto in metallo duro per TBM significa trovare la posizione ottimale su questo compromesso durezza-tenacità per il tipo specifico di roccia, l'abrasività della formazione e il meccanismo di taglio coinvolto.
Nello specifico, per le applicazioni TBM, il metallo duro supera tutte le alternative pratiche. Le punte in acciaio non hanno la durezza necessaria per resistere all'usura della roccia abrasiva a velocità di penetrazione accettabili. La ceramica offre una durezza competitiva ma una resistenza alla frattura insufficiente per sopravvivere al carico d'impatto sulla facciata del tunnel. Gli utensili con punta diamantata vengono utilizzati in applicazioni specifiche di alto valore, ma non sono pratici per il volume degli elementi di taglio richiesti su una testa di taglio TBM completa. La combinazione di durezza, tenacità, stabilità termica e producibilità su scala industriale del carburo cementato lo rende la soluzione standard per gli inserti da taglio per TBM per rocce dure e terreni misti nel settore globale del tunneling.
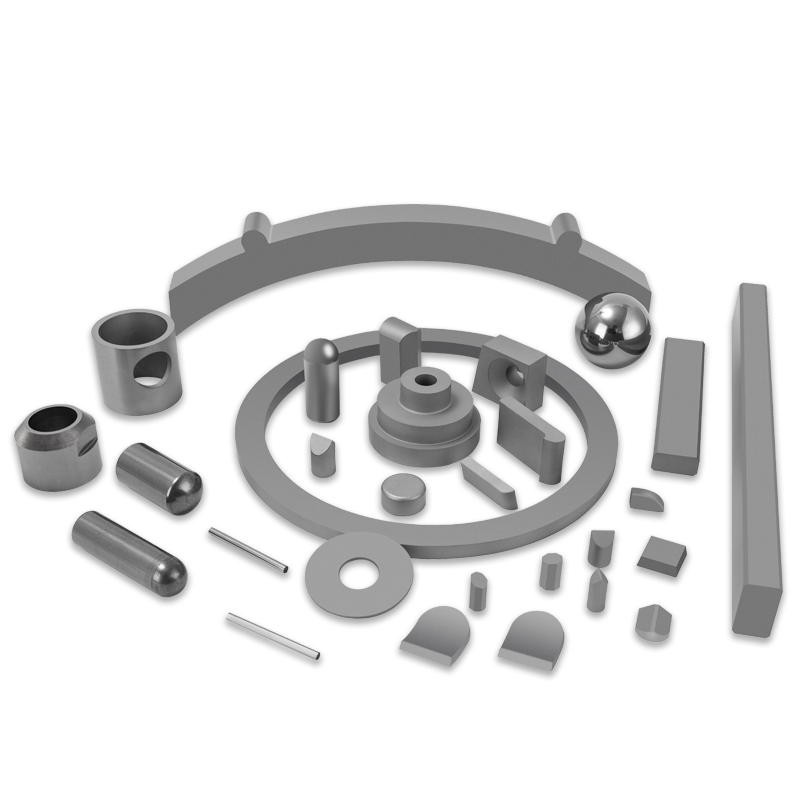
Tipi di inserti in metallo duro per TBM e loro funzioni
Non tutti gli inserti in carburo di tungsteno su una testa fresante TBM svolgono la stessa funzione. La testa di taglio è un insieme complesso di diversi tipi di utensili, ciascuno posizionato per svolgere un compito specifico nel processo di frantumazione delle rocce e rimozione del materiale. Comprendere le distinzioni tra questi tipi di inserti è fondamentale per specificare la giusta qualità e geometria di metallo duro per ciascuna posizione.
Inserti per taglierina a disco
Le frese a disco sono gli strumenti di taglio principali sulle TBM per roccia dura. Una taglierina a disco è costituita da un anello in acciaio, il disco, montato su un gruppo mozzo che gli consente di ruotare liberamente mentre la testa della taglierina gira. Il bordo del disco entra in contatto con la parete rocciosa e genera fratture da trazione attraverso un meccanismo di rientranza per rotolamento anziché di taglio diretto. Gli inserti in carburo di tungsteno nelle applicazioni con taglierina a disco sono generalmente incorporati nel bordo dell'anello del disco o utilizzati come materiale del bordo di contatto nei modelli di dischi compositi. Questi inserti devono resistere a elevate sollecitazioni di compressione nel punto di contatto della roccia, al carico di fatica derivante da cicli di impatto ripetuti e all'usura abrasiva dei minerali duri, in particolare il quarzo, nella matrice rocciosa. Le qualità con contenuto medio di cobalto (8-12% Co) e granulometria da fine a media sono comunemente specificate per inserti per frese a disco in applicazioni su roccia dura.
Inserti per bottoni e perni per strumenti di trascinamento
In terreni da morbidi a medio-duri e in condizioni di terreno misto, le TBM utilizzano strumenti di trascinamento - picconi, raschiatori e frese per misuratori - dotati di bottoni in carburo di tungsteno o inserti di prigionieri che impegnano la formazione in un'azione di raschiatura o taglio. Gli inserti a bottone sono forme emisferiche o in carburo a profilo balistico inserite a pressione nel corpo dell'utensile in acciaio; gli inserti per prigionieri sono gambi cilindrici con punta temprata, anch'essi montati a pressione o brasati in sedi predisposte. Questi inserti sono sottoposti a carichi di compressione inferiori rispetto agli inserti con fresa a disco, ma sono soggetti a forze di taglio laterali più elevate e a impatti più variabili derivanti dai contatti misti roccia-terreno. I gradi con un contenuto di cobalto più elevato (12-16% Co) e una granulometria più grossa forniscono la tenacità necessaria per resistere alla frattura in queste condizioni di carico, al costo di una certa resistenza all'abrasione rispetto ai gradi più duri a basso contenuto di cobalto.
Inserti per calibri e taglierine
Le frese sono posizionate sul perimetro esterno della testa fresante della TBM e tagliano il profilo del tunnel al diametro richiesto. Sono sottoposti a una combinazione di velocità di taglio più elevate (perché percorrono la maggiore distanza circonferenziale per rotazione) e carichi d'impatto significativi derivanti da irregolarità del profilo e condizioni miste del terreno al confine del tunnel. Gli inserti per frese di calibro sono soggetti ad alcune delle condizioni di usura più severe sulla testa della fresa, motivo per cui sono spesso specificati in qualità più tenaci o con dimensioni dell'inserto più grandi che forniscono più volume di carburo per resistere all'usura prima che l'inserto debba essere sostituito.
Inserti per ruote di tazze e punte per raggi
Sulle TBM EPB (Earth Pressure Balance) e per liquame che operano su terreni morbidi o su superfici miste, i raggi della testa di taglio e le aperture delle ruote di benne sono dotati di elementi antiusura con punta in carburo che proteggono la struttura in acciaio dall'usura abrasiva quando il materiale allentato viene scavato nella macchina. Questi inserti di protezione dall'usura sono generalmente specificati in gradi ad alta tenacità che resistono all'impatto di frammenti di roccia e inclusioni dure nel flusso di fango, privilegiando l'integrità strutturale rispetto all'affilatura del tagliente.
Selezione del grado di carburo in base al tipo di roccia e all'abrasività
Le condizioni geologiche sul fronte del tunnel sono il fattore principale nella scelta della qualità dell'inserto in metallo duro. L'abrasività della roccia, quantificata attraverso test standardizzati come il Cerchar Abrasivity Index (CAI) e il test dell'abrasimetro LCPC, prevede direttamente la velocità con cui gli inserti in metallo duro si usureranno e la probabilità di fratture catastrofiche sotto carico di impatto. Abbinare il grado dell'inserto all'abrasività della roccia è la decisione più importante nelle specifiche degli inserti in metallo duro per TBM.
| Tipo di roccia | Gamma tipica del CAI | Contenuti condivisi consigliati | Granulometria | Meccanismo di usura primario |
| Calcare/Marmo | 0,1–0,5 | 10-14% | Medio | Bassa abrasione; impatto dai piani di frattura |
| Arenaria | 0,5–2,5 | 8-12% | Da fine a medio | Abrasione moderata da grani di quarzo |
| Granito | 2.0–4.5 | 6-10% | Bene | Elevata abrasione; fessurazione per fatica |
| Quarzite | 3,5–6,0 | 6–9% | Da ultrafine a fine | Grave abrasione; microscheggiatura |
| Basalto/Dolerite | 1,5–3,5 | 8-12% | Da fine a medio | Abrasione e impatto da inclusioni dure |
| Fronte misto / Fino glaciale | Variabile | 12–16% | Medio to coarse | Frattura da impatto da ciottoli; abrasione variabile |
La soglia CAI di circa 2,0 è un punto decisionale pratico nella selezione della qualità di metallo duro. Al di sotto di questo valore, le qualità con un contenuto di cobalto più elevato e una granulometria media offrono un buon equilibrio tra tenacità e resistenza all'usura. Al di sopra di CAI 2.0, il tasso di usura abrasiva dei gradi ad alto contenuto di cobalto diventa antieconomico e le specifiche dovrebbero spostarsi verso un contenuto di cobalto inferiore, gradi a grana più fine che mantengano la durezza a scapito di una certa tenacità. Nelle formazioni superiori a CAI 4.0 (quarzite estrema e alcuni conglomerati abrasivi) anche le qualità premium a grana fine e a basso contenuto di cobalto si usurano rapidamente e la frequenza di sostituzione dell'inserto diventa un fattore di pianificazione del progetto piuttosto che un costo evitabile.
Geometria dell'inserto e relativo effetto sulle prestazioni di taglio
La geometria di un inserto TBM in carburo di tungsteno (forma del profilo, angolo della punta e proporzioni dimensionali) determina il modo in cui si impegna sulla parete rocciosa, come distribuisce le sollecitazioni all'interno del corpo in metallo duro e come le sue prestazioni si evolvono con l'usura dell'inserto. L'ottimizzazione della geometria è importante quanto la scelta della qualità per massimizzare la durata dell'inserto e l'efficienza di taglio.
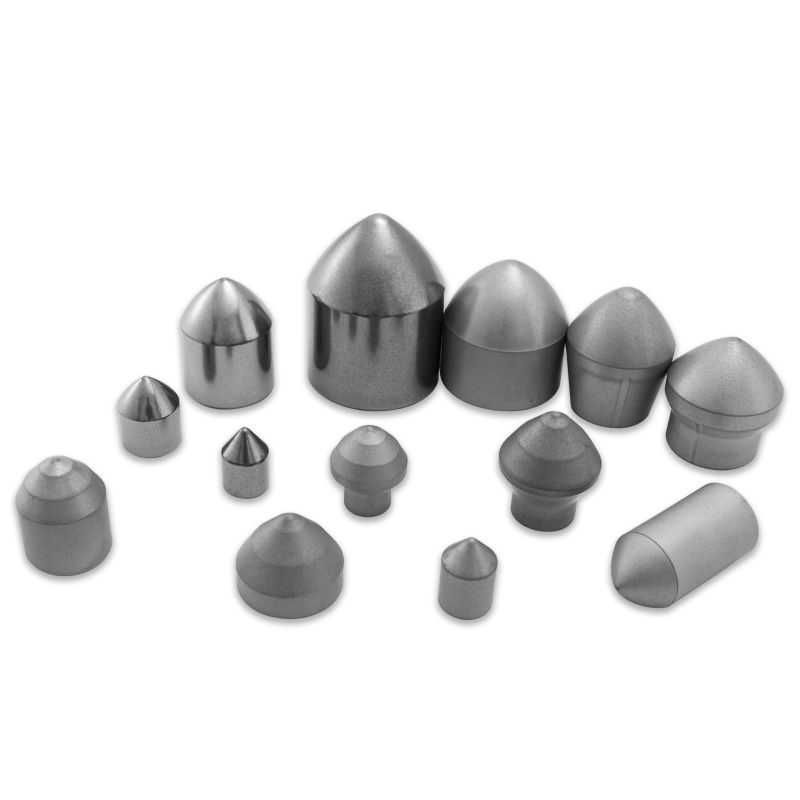
Inserti per bottoni emisferici
Il profilo emisferico è la geometria più comune per gli inserti dei pulsanti degli strumenti di trascinamento su terreni morbidi e medio-duri. La punta arrotondata distribuisce lo stress da contatto in modo uniforme su un'ampia superficie, riducendo le concentrazioni di picco dello stress che causerebbero fratture in un profilo più affilato. Man mano che la semisfera si usura, la sua geometria si evolve gradualmente: una semisfera parzialmente usurata è ancora un profilo di taglio funzionale, il che significa che l'inserto continua a funzionare per una parte significativa del suo volume prima che sia necessaria la sostituzione. La principale limitazione del profilo emisferico nella roccia dura è che richiede forze di penetrazione più elevate per ottenere la stessa profondità di indentazione rispetto ai profili più affilati, il che riduce l'efficienza di taglio nelle formazioni in cui la forza di penetrazione è il fattore limitante.
Profili balistici e conici
Gli inserti balistici hanno un profilo della punta dell'ogiva, arrotondato in punta ma che passa a un corpo più cilindrico con un angolo più ripido rispetto a un emisfero. Questa geometria concentra lo stress da contatto in modo più efficace di una semisfera, migliorando la penetrazione nella roccia più dura a parità di forza applicata, ma è più suscettibile alla frattura se colpita lateralmente o utilizzata in formazioni con inclusioni dure. Gli inserti conici con un angolo di punta definito estendono ulteriormente il vantaggio in termini di efficienza di penetrazione ma sono i più soggetti a frattura tra i profili standard. Gli inserti in metallo duro conici e balistici per TBM sono generalmente specificati per formazioni in cui l'efficienza di taglio è la priorità e il carico di impatto è prevedibile e gestibile.
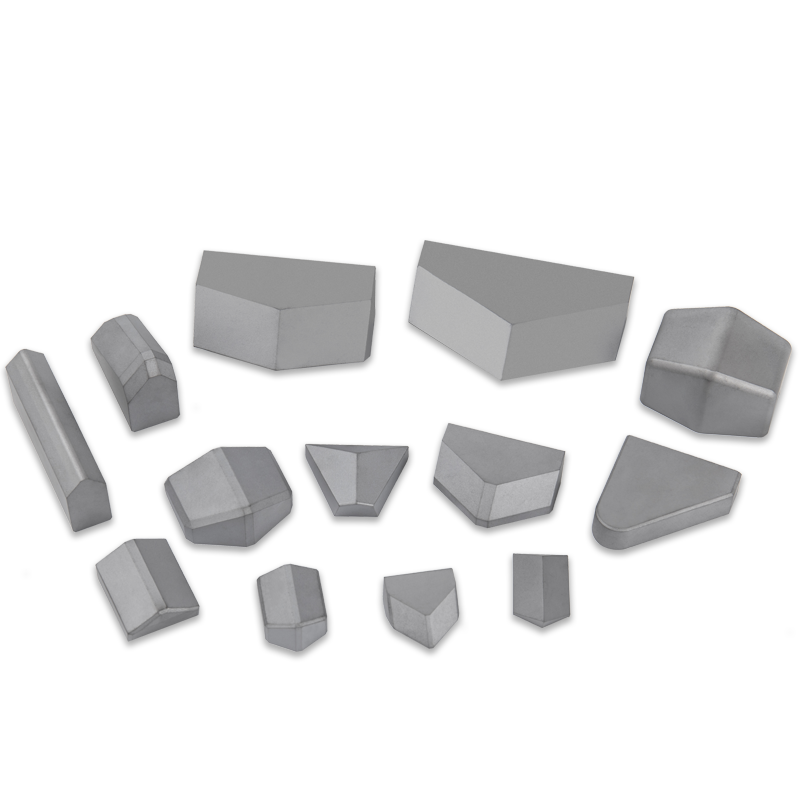
Profili a scalpello e a cuneo
Gli inserti con profilo a scalpello presentano un tagliente lineare anziché un punto di contatto con la parete rocciosa. Questa geometria è efficace per il taglio e la raschiatura di formazioni da morbide a medie ed è comunemente utilizzata nelle posizioni di taglio di calibro e di taglio di profili dove è necessaria una geometria di taglio definita. Il tagliente dello scalpello si usura rapidamente fino a diventare piatto in condizioni abrasive, trasformando il meccanismo di taglio dal taglio all'aratura: un cambiamento significativo nelle prestazioni che aumenta la forza di taglio richiesta e genera più calore sulla faccia dell'inserto. Il monitoraggio dell'usura dell'inserto scalpello e la sostituzione in corrispondenza o prima della soglia di usura piana sono quindi più critici in termini di tempo rispetto alle geometrie degli inserti a bottone.

Meccanismi di usura e come riconoscerli
L’identificazione del meccanismo di usura specifico che colpisce gli inserti in metallo duro della TBM sul campo è il punto di partenza per diagnosticare se le attuali specifiche dell’inserto sono adeguate alle condizioni del terreno e se gli interventi – cambio di pendenza, cambiamento di geometria, regolazione dei parametri operativi – possono migliorare le prestazioni. Le principali modalità di usura hanno un aspetto diverso e hanno cause diverse.
- Usura abrasiva (usura piatta): Rimozione progressiva del materiale in metallo duro dalla superficie della punta dell'inserto da parte dei grani minerali duri presenti nella roccia, producendo una superficie usurata, piatta o sfaccettata. Questa è la modalità di usura prevista in formazioni abrasive e indica che l'inserto consuma volume di carburo a una velocità determinata dall'abrasività della roccia e dalla durezza del grado di carburo. Se il tasso di usura piatta è superiore al previsto, prendere in considerazione il passaggio a un grado di cobalto inferiore e a grana più fine, ma assicurarsi che la tenacità rimanga sufficiente per le condizioni di impatto presenti.
- Scheggiature e microfratture: Frattura su piccola scala della punta in metallo duro, visibile come rotture irregolari del bordo o struttura superficiale bucherellata. La scheggiatura in genere indica che la qualità attuale è troppo dura e fragile per le condizioni di impatto presenti: il carburo si sta fratturando prima che il legante possa deformarsi e assorbire l'energia dell'impatto. Questa modalità di usura è comune quando una qualità a basso contenuto di cobalto specifica per condizioni abrasive incontra inclusioni dure o zone di frattura inaspettate. La soluzione è solitamente quella di aumentare il contenuto di cobalto o la dimensione dei grani per migliorare la tenacità.
- Frattura grossolana: Rottura catastrofica del corpo dell'inserto, perdita di una parte significativa o dell'intero inserto sopra lo stelo di montaggio. Questa modalità di guasto indica un grave sovraccarico, in genere dovuto all'impatto con massi inaspettatamente duri, a cambiamenti improvvisi nella resistenza della formazione o a un montaggio errato dell'inserto che crea concentrazioni di sollecitazioni alla base dell'inserto. Una frattura grossolana distrugge immediatamente l'inserto e può danneggiare il corpo dell'utensile, rendendola una modalità di guasto ad alto costo da evitare.
- Cracking termico: Una rete di fessure superficiali che si irradiano dalla punta dell'inserto, a volte chiamata "controllo termico". Ciò si verifica quando il calore da attrito sulla faccia di taglio provoca un rapido ciclo termico che supera la resistenza alla fatica termica del carburo. La fessurazione termica è più comune in condizioni di taglio a secco, indicando un'erogazione inadeguata di acqua di raffreddamento alla faccia dell'utensile, o quando la velocità di penetrazione è molto elevata, generando calore di attrito prolungato. Il miglioramento della fornitura di acqua di raffreddamento e la revisione dei parametri di taglio sono le risposte principali al cracking termico.
- Lisciviazione del legante di cobalto: Nelle acque sotterranee acide o nei fluidi porosi chimicamente aggressivi, il legante di cobalto nella matrice di carburo può essere disciolto selettivamente, lasciando uno scheletro di carburo indebolito che è altamente suscettibile alla frattura. Questa modalità di cedimento è identificabile da una struttura superficiale porosa e grigia sull'inserto ed è confermata dall'analisi chimica delle acque sotterranee. Le qualità di carburo con legante nichel o nichel-cromo offrono una resistenza alla corrosione significativamente migliore in condizioni acide e devono essere specificate quando la lisciviazione del legante è un rischio noto o sospetto.
Pratiche di installazione, ispezione e sostituzione
Le prestazioni degli inserti in carburo di tungsteno in servizio sono influenzate in modo significativo dalla qualità dell'installazione, dalla frequenza e dal rigore delle ispezioni durante lo scavo del tunnel e dai criteri utilizzati per avviare la sostituzione. Una cattiva pratica in una qualsiasi di queste aree riduce la durata utile dell'inserto e aumenta i costi degli utensili per metro, indipendentemente dalla precisione con cui viene specificata la qualità di metallo duro.
Requisiti di installazione
Gli inserti con bottone a pressione devono essere installati con la corretta interferenza tra il gambo dell'inserto e la sede preparata nel corpo dell'utensile. Un'interferenza troppo ridotta consente all'inserto di ruotare o allentarsi sotto le forze di taglio, accelerando l'usura e portando infine alla perdita dell'inserto; un'interferenza eccessiva genera una sollecitazione circolare di trazione nel gambo in carburo al momento dell'installazione, che può provocare cricche che si propagano fino alla frattura durante il servizio. I produttori specificano l'accoppiamento con interferenza richiesto per ciascuna combinazione di diametro dell'inserto e materiale del corpo: queste specifiche devono essere seguite attentamente, con le dimensioni della sede verificate mediante misurazione con manometro prima dell'installazione. Gli inserti brasati richiedono la corretta selezione della lega di brasatura, l'applicazione del disossidante e il controllo dello spessore del giunto di brasatura per ottenere la forza di adesione necessaria per resistere alle forze di taglio senza rompere il carburo adiacente all'interfaccia di brasatura.
Protocolli di ispezione in servizio
Gli intervalli di ispezione delle teste di taglio della TBM variano in base alle condizioni del terreno e ai requisiti del progetto, ma in genere si verificano ogni 300-600 metri di avanzamento su terreni medio-duri e più frequentemente in formazioni altamente abrasive. Durante ogni ispezione, ogni posizione dell'inserto deve essere esaminata visivamente per verificare le modalità di usura sopra descritte e la profondità di usura dell'inserto deve essere misurata in posizioni rappresentative utilizzando un misuratore di profondità. Inserire mappe di usura, registrando l'usura in ciascuna posizione sulla testa di taglio nel corso di intervalli di ispezione successivi, consente l'identificazione di posizioni con tassi di usura anomali elevati che possono indicare cambiamenti localizzati della formazione, problemi di erogazione dell'acqua di raffreddamento o squilibrio della rotazione della testa di taglio che richiede un'indagine.
Criteri di sostituzione
Gli inserti devono essere sostituiti prima che si usurino al punto in cui il corpo dell'utensile in acciaio inizia a entrare in contatto con la parete rocciosa: a quel punto, il corpo dell'utensile si usura rapidamente e il costo della sostituzione del corpo dell'utensile supera di gran lunga il risparmio derivante dalla massimizzazione del tempo di utilizzo dell'inserto. I criteri di sostituzione tipici per gli inserti a bottone specificano un diametro di usura piatto massimo pari al 60–70% del diametro dell'inserto originale, oltre il quale il tasso di usura accelera in modo non lineare e il rischio di frattura grossolana aumenta in modo significativo. Per le frese a disco, l'usura dell'anello viene monitorata misurando la riduzione del diametro dell'anello rispetto alla specifica originale, con la sostituzione generalmente attivata a un limite di usura di riduzione del diametro di 5–10 mm a seconda del design dell'anello.
Fattori chiave per l'approvvigionamento degli inserti in metallo duro per TBM
L'approvvigionamento di inserti in carburo di tungsteno per le alesatrici di tunnel comporta considerazioni tecniche, commerciali e logistiche specifiche per l'ambiente di costruzione sotterraneo. Le conseguenze derivanti dalla specifica del prodotto sbagliato o dall'esaurimento delle scorte a metà unità sono abbastanza gravi da rendere la decisione di approvvigionamento significativamente più consequenziale rispetto alla maggior parte degli acquisti di materiali di consumo industriali.
- Richiedi certificazioni materiali e schede tecniche. Qualsiasi fornitore affidabile di inserti in metallo duro dovrebbe fornire certificati di test dei materiali che confermino la durezza (HRA o HV30), la resistenza alla rottura trasversale, la densità e il contenuto di cobalto per ciascun lotto di produzione. Verificare che la qualità fornita corrisponda alle specifiche e che venga mantenuta la coerenza tra lotti: la variazione della qualità tra lotti è un problema di qualità noto per alcuni produttori che operano nella fascia merceologica del mercato.
- Conferma le tolleranze dimensionali rispetto alle specifiche del corpo dell'utensile. Le tolleranze del diametro dello stelo dell'inserto per le applicazioni di inserimento a pressione sono generalmente specificate nell'intervallo ±0,01–0,02 mm. Richiedere rapporti di ispezione dimensionale che confermino che gli inserti forniti soddisfano la fascia di tolleranza specificata: gli inserti fuori tolleranza non possono essere rilevati visivamente e causeranno problemi di installazione o guasti prematuri in servizio.
- Mantenere scorte di sicurezza adeguate per tutta la durata del progetto. Gli azionamenti della TBM su terreni abrasivi consumano rapidamente gli inserti: tassi di consumo di diverse centinaia di inserti a settimana non sono insoliti negli azionamenti in granito o quarzite altamente abrasivi. Stabilire una previsione del consumo basata sull'abrasività della formazione prevista, sui tassi di penetrazione pianificati, sulla progettazione della testa di taglio e sulle dimensioni delle scorte di sicurezza per coprire almeno quattro-sei settimane di consumo previsto nel sito del progetto. Le interruzioni della catena di fornitura durante un'attività TBM attiva hanno un impatto diretto e immediato sulla pianificazione del progetto.
- Considera il costo totale di proprietà piuttosto che il prezzo unitario. Un inserto in metallo duro che costa il 20% in più ma dura il 50% in più in una determinata formazione riduce il costo degli utensili per metro di avanzamento di circa il 25% riducendo anche il costo della manodopera per gli interventi di ispezione e sostituzione. La valutazione dei fornitori di inserti sulla base dei dati relativi alle prestazioni del costo per metro provenienti da progetti comparabili anziché del solo prezzo unitario produce costantemente risultati di progetto migliori ed è l'approccio utilizzato dagli appaltatori esperti di TBM a livello globale.
- Coinvolgere il supporto tecnico dei fornitori per formazioni nuove o impegnative. Quando la geologia del progetto include formazioni al di fuori delle categorie standard di roccia dura o terreno soffice (roccia altamente fratturata, falde acquifere chimicamente aggressive, abrasività estrema o superficie mista con massi di grandi dimensioni), collaborare con il team tecnico del fornitore dell'inserto per sviluppare e convalidare le specifiche dell'inserto prima dell'inizio della guida. Il costo di una revisione tecnica pre-progetto è trascurabile rispetto al costo derivante dall'individuazione di una specifica inadeguata a causa di un guasto prematuro dell'inserto durante un'unità live.
I nostri prodotti //
Prodotti correlati