IT
Carburo di tungsteno: la guida completa su cos'è, come è fatto e dove viene utilizzato
Novità del settore-Cos'è realmente il carburo di tungsteno e perché è così straordinario
Il carburo di tungsteno – spesso abbreviato come WC o semplicemente indicato come carburo in ambienti industriali – è un composto chimico formato combinando atomi di tungsteno e carbonio in proporzioni uguali. Nella sua forma composta pura, appare come una polvere grigia fine, ma il materiale con cui ingegneri e produttori lavorano in pratica è il carburo di tungsteno cementato: un composito prodotto dalla sinterizzazione della polvere di carburo di tungsteno insieme a un legante metallico, più comunemente cobalto, a temperature e pressioni estremamente elevate. Questo processo di sinterizzazione fonde le particelle di carburo duro in un materiale denso e solido che combina proprietà che nessun singolo elemento può offrire da solo: straordinaria durezza, eccezionale resistenza all'usura, elevata resistenza alla compressione, buona conduttività termica e una densità circa doppia rispetto a quella dell'acciaio.
I numeri dietro le proprietà del carburo di tungsteno sono davvero impressionanti. La sua durezza sulla scala Vickers è tipicamente compresa tra 1400 e 1800 HV a seconda del grado e del contenuto di cobalto: molte volte più dura dell'acciaio per utensili temprato e si avvicina alla durezza del diamante, che si trova a circa 10000 HV. La sua resistenza alla compressione può superare i 6000 MPa, rendendolo uno dei materiali più resistenti alla compressione a disposizione degli ingegneri. Il suo punto di fusione di circa 2870°C fa sì che mantenga le sue proprietà meccaniche a temperature alle quali la maggior parte degli altri materiali tecnici si sono ammorbiditi o hanno ceduto da tempo. Queste caratteristiche spiegano collettivamente perché il carburo di tungsteno cementato è diventato indispensabile in una vasta gamma di applicazioni industriali impegnative, dal taglio dei metalli e dall'estrazione mineraria ai dispositivi medici e all'elettronica.
Come viene prodotto il carburo di tungsteno: dal minerale grezzo al grado finito
La produzione di cementato carburo di tungsteno è un processo in più fasi che inizia con l'estrazione del minerale di tungsteno e termina con un materiale composito progettato con precisione le cui proprietà sono controllate con tolleranze strette. Comprendere la catena di produzione chiarisce perché i gradi di carburo di tungsteno variano nelle loro caratteristiche prestazionali e perché la qualità delle materie prime e le condizioni di lavorazione hanno un impatto così diretto sulle proprietà del materiale finito.
Estrazione e lavorazione del minerale di tungsteno
Le principali fonti commerciali di tungsteno sono i minerali scheelite (tungstato di calcio, CaWO₄) e wolframite (tungstato di ferro e manganese). La Cina domina la produzione globale di tungsteno, rappresentando circa l’80% della produzione mondiale, con depositi significativi anche in Russia, Vietnam, Canada e Bolivia. Il minerale estratto viene prima concentrato mediante flottazione e separazione per gravità per aumentare il contenuto di tungsteno, quindi trattato chimicamente per produrre paratungstato di ammonio (APT), la forma intermedia più comune nella catena di approvvigionamento del tungsteno. L'APT viene successivamente ridotto in atmosfera di idrogeno ad alta temperatura per produrre polvere di metallo di tungsteno, che viene poi carburata mediante reazione con il carbonio in un forno ad alta temperatura per produrre polvere di carburo di tungsteno. La dimensione delle particelle di questa polvere per WC, che può variare da submicron a decine di micron, è un parametro critico che determina direttamente la dimensione dei grani e la durezza del carburo cementato finito.
Miscelazione, macinazione e aggiunta di leganti
La polvere di carburo di tungsteno viene miscelata con polvere di cobalto - il legante più comune, tipicamente a concentrazioni comprese tra il 3% e il 25% in peso a seconda del grado target - insieme a qualsiasi altro additivo come inibitori della crescita del grano (comunemente carburo di vanadio o carburo di cromo con aggiunte inferiori alla percentuale) e lubrificanti per pressatura. Questa miscela viene quindi macinata a umido in un mulino a sfere per un periodo prolungato, in genere 24-72 ore, per ottenere una miscelazione intima, scomporre eventuali agglomerati e raggiungere la distribuzione granulometrica target. L'impasto macinato viene essiccato a spruzzo per produrre una polvere granulata a flusso libero con dimensioni e densità delle particelle costanti adatte alla pressatura. L'uniformità della miscelazione in questa fase è fondamentale: qualsiasi variazione nella distribuzione del legante nella polvere produrrà variazioni delle proprietà locali nella parte sinterizzata che comprometteranno sia le prestazioni meccaniche che l'affidabilità.
Pressatura e modellatura
La polvere essiccata a spruzzo viene compattata nella forma quasi netta desiderata utilizzando uno dei numerosi metodi di pressatura. La pressatura con stampo uniassiale viene utilizzata per forme semplici come inserti da taglio, aste e parti soggette ad usura nella produzione in grandi volumi. La pressatura isostatica, in cui la pressione viene applicata uniformemente da tutte le direzioni attraverso un mezzo fluido, viene utilizzata per forme più complesse e produce una densità verde più uniforme, che si traduce in proprietà sinterizzate più coerenti. L'estrusione viene utilizzata per produrre barre e tubi lunghi. La pressatura a freddo produce un compatto "verde" che ha una resistenza sufficiente per la manipolazione ma deve ancora essere sinterizzato per sviluppare le sue proprietà finali. Alcune forme complesse vengono prodotte mediante stampaggio a iniezione della miscela carburo-legante-polimero (stampaggio a iniezione di metalli o processo MIM) prima del deceraggio e della sinterizzazione.
Sinterizzazione
Sinterizzazione is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
Rettifica e finitura
Il carburo di tungsteno sinterizzato è troppo duro per essere lavorato con utensili da taglio convenzionali: deve essere rettificato utilizzando mole abrasive diamantate per ottenere le strette tolleranze dimensionali e la qualità della finitura superficiale richieste per utensili da taglio, parti soggette ad usura e componenti di precisione. La rettifica diamantata del carburo cementato è un'operazione specializzata e ad alta intensità di capitale e i parametri del processo di rettifica (specifiche della mola, fluido di rettifica, velocità di avanzamento e frequenza di ravvivatura) influiscono in modo significativo sia sulla precisione dimensionale che sulle condizioni del sottosuolo del pezzo finito. Una rettifica impropria può introdurre tensioni di trazione residue o microfessurazioni che riducono la tenacità e la durata a fatica dei taglienti. Per le applicazioni con utensili da taglio, i bordi rettificati vengono spesso ulteriormente lavorati mediante preparazione dei bordi, un'operazione di levigatura o spazzolatura controllata che produce un raggio del bordo definito che migliora la durata dell'utensile riducendo la scheggiatura sul tagliente sotto l'impatto e il ciclo termico delle operazioni di lavorazione.
Comprendere i gradi di carburo di tungsteno e il significato dei numeri
Il carburo di tungsteno cementato commerciale non è un singolo materiale ma una famiglia di qualità le cui proprietà vengono sistematicamente variate regolando il contenuto di cobalto, la dimensione della grana del carburo e l'aggiunta di altre fasi di carburo come il carburo di titanio (TiC), il carburo di tantalio (TaC) e il carburo di niobio (NbC). Comprendere il sistema di qualità aiuta gli ingegneri e i professionisti degli acquisti a selezionare la qualità più appropriata per la loro specifica applicazione anziché ricorrere a una scelta generica che potrebbe non essere ottimale.
| Caratteristica del grado | Basso contenuto di cobalto (3–6% Co) | Cobalto medio (8-12% Co) | Alto contenuto di cobalto (15-25% Co) |
| Durezza | Molto alto (1700–1800 HV) | Alto (1400–1600 HV) | Moderato (1000-1300 HV) |
| Resistenza all'usura | Eccellente | Bene | Moderato |
| Tenacità/resistenza agli urti | Più in basso | Bene | Alto |
| Resistenza alla rottura trasversale | Moderato | Alto | Molto alto |
| Densità (g/cm³) | ~ 15,0–15,3 | ~ 14,3–14,9 | ~ 13.0–14.0 |
| Applicazioni tipiche | Particolari soggetti ad usura di precisione, filiere per trafilatura, anelli di tenuta | Inserti per il taglio dei metalli, frese, punte | Picconi da miniera, utensili per fresatura stradale, punte per perforazione di roccia |
La dimensione del grano è una variabile altrettanto importante che interagisce con il contenuto di cobalto per determinare l'equilibrio delle proprietà di un grado. Le qualità a grana fine (dimensione della grana WC inferiore a 1 micron, classificate come submicron o ultrafine) raggiungono una durezza e una resistenza all'usura significativamente più elevate a un dato contenuto di cobalto rispetto alle qualità a grana più grossa, mentre le qualità a grana media (1–3 micron) offrono una combinazione equilibrata di durezza e tenacità, mentre le qualità a grana grossa (superiori a 3 micron) massimizzano la tenacità a un certo costo rispetto alla durezza. Il sistema di designazione ISO per le qualità da taglio del carburo cementato – P, M, K, N, S, H – classifica le qualità in base al tipo di materiale del pezzo che sono progettate per tagliare, fornendo un punto di partenza pratico per la selezione della qualità dell'utensile da taglio anche senza una conoscenza dettagliata della metallurgia sottostante.
Le principali applicazioni industriali del carburo di tungsteno
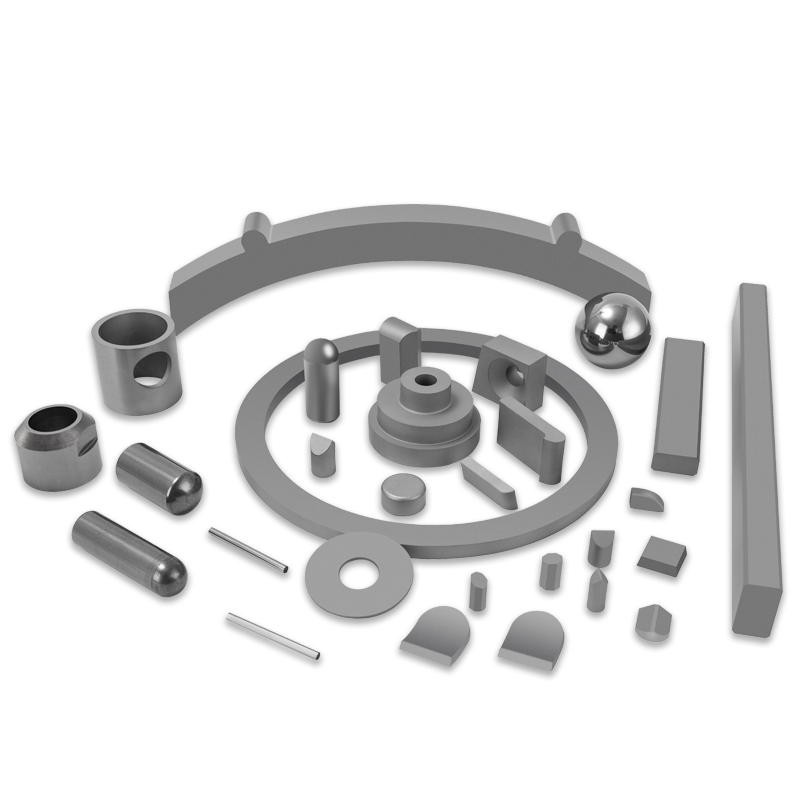
Il carburo di tungsteno cementato viene utilizzato in una gamma straordinariamente diversificata di settori e applicazioni. Il filo conduttore che li accomuna tutti è la necessità di un materiale che combini durezza, resistenza all’usura e tenacità sufficiente per sopravvivere in ambienti operativi difficili dove i materiali convenzionali si guastano prematuramente. I seguenti settori rappresentano le applicazioni più significative per volume e importanza tecnica.
Taglio e lavorazione dei metalli
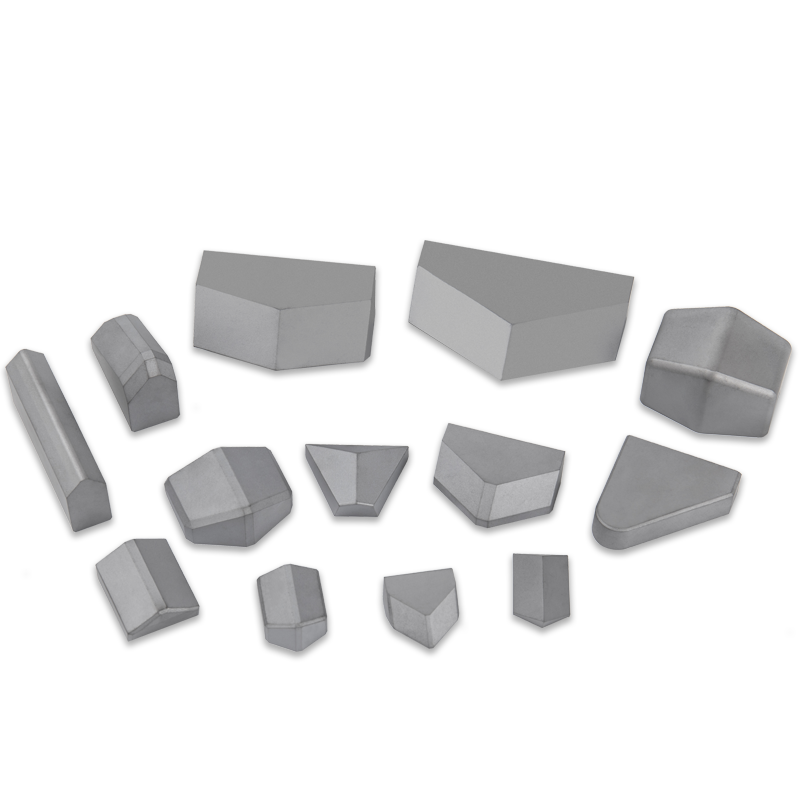
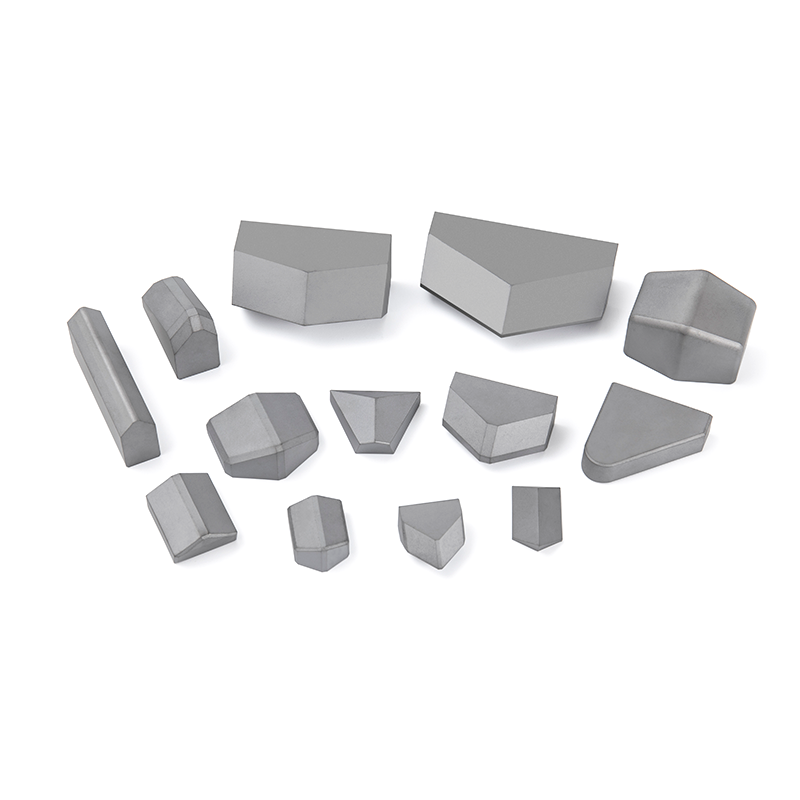
Il taglio dei metalli – la produzione di componenti di precisione rimuovendo materiale dai pezzi metallici utilizzando utensili da taglio – è la più grande applicazione singola del carburo di tungsteno cementato in termini di valore. Gli inserti da taglio indicizzabili in metallo duro, le frese integrali in metallo duro, le punte in metallo duro e le barre di alesatura in metallo duro hanno ampiamente sostituito gli utensili da taglio in acciaio ad alta velocità nei moderni centri di lavoro CNC perché possono funzionare a velocità di taglio da tre a dieci volte superiori rispetto all'HSS mantenendo i taglienti affilati per molto più tempo. Ciò si traduce direttamente in una maggiore produttività della macchina, in un costo per pezzo inferiore e in una migliore finitura superficiale e coerenza dimensionale nei componenti lavorati. Gli inserti utilizzati nelle operazioni di tornitura, fresatura e foratura sono generalmente rivestiti con uno o più strati di rivestimenti ceramici duri – nitruro di titanio (TiN), carbonitruro di titanio (TiCN), ossido di alluminio (Al₂O₃) e nitruro di alluminio e titanio (AlTiN) sono i più comuni – applicati mediante processi di deposizione fisica da fase vapore (PVD) o deposizione chimica da fase vapore (CVD). Questi rivestimenti aggiungono un ulteriore strato resistente all'usura che prolunga ulteriormente la durata dell'utensile e consente velocità di taglio ancora più elevate, in particolare nella lavorazione a secco o quasi a secco dove l'uso del fluido da taglio è ridotto al minimo per ragioni ambientali e di costo.
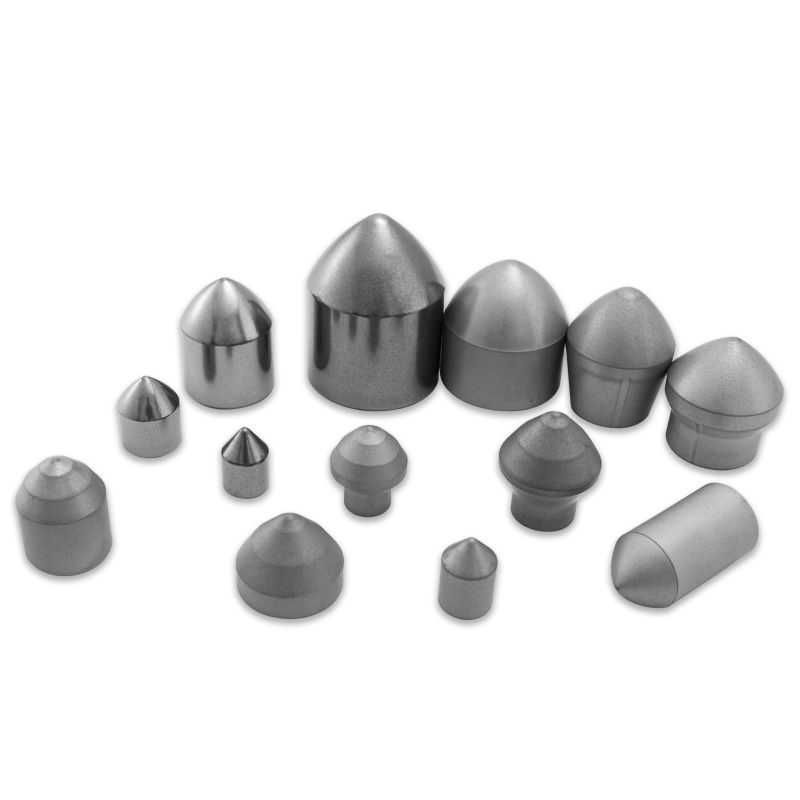
Estrazione mineraria, perforazione e scavo roccioso
La perforazione nel settore minerario e nel settore edile rappresenta la seconda categoria di applicazione più grande per il carburo di tungsteno, poiché consuma enormi volumi di qualità ad alto contenuto di cobalto e tenacità ottimizzata sotto forma di punte da trapano, inserti per frese rotanti, teste di alesatura a sollevamento e frese a disco per alesatrici per tunnel (TBM). Le punte da trapano cono a rulli triconici per l'estrazione di petrolio e gas utilizzano centinaia di inserti in metallo duro per punta per tagliare formazioni rocciose a profondità di migliaia di metri. Le punte da trapano a percussione per l'estrazione mineraria in superficie e sotterranea utilizzano bottoni in carburo che devono resistere ai ripetuti impatti ad alta energia delle apparecchiature di perforazione pneumatica o idraulica nella roccia abrasiva. Le punte delle cesoie da miniera a pareti lunghe e le punte dei tamburi continui da minatore utilizzano utensili con punta in carburo per tagliare il carbone e la roccia tenera nelle miniere di carbone sotterranee. In ciascuna di queste applicazioni, la qualità di carburo deve essere attentamente ottimizzata per fornire la massima resistenza alla combinazione specifica di abrasione e impatto riscontrata nel tipo di roccia target, poiché una qualità troppo dura si frattura sotto impatto mentre una troppo morbida si usura rapidamente in condizioni abrasive.
Stampi per trafilatura e formatura dei metalli
Le filiere in carburo di tungsteno sono il materiale standard per la trafilatura del filo, il processo di riduzione del diametro del filo metallico facendolo passare attraverso una serie di aperture della filiera progressivamente più piccole. La combinazione di estrema durezza, resistenza all'usura e resistenza alla compressione fornita dal carburo consente alle filiere di trafilatura di mantenere la loro precisa geometria di apertura attraverso la lavorazione di enormi lunghezze di filo - potenzialmente centinaia di migliaia di metri per filiera prima della sostituzione - resistendo al tempo stesso alle elevatissime pressioni di contatto generate sulla superficie della filiera. Le filiere in carburo vengono utilizzate per trafilare fili di acciaio, rame, alluminio e leghe speciali con una gamma di diametri che va da diversi millimetri fino a fili sottili inferiori a 0,1 mm. Oltre alla trafilatura del filo, il carburo è ampiamente utilizzato nelle matrici per formatura a freddo, nei punzoni per imbutitura profonda, nelle matrici per rullatura e negli utensili per estrusione, ovunque sia richiesta la combinazione di resistenza all'usura e resistenza alla compressione sotto carico ciclico per mantenere l'accuratezza dimensionale e la qualità della superficie su volumi di produzione elevati.
Parti soggette ad usura e componenti strutturali
L'applicazione di parti soggette ad usura e componenti strutturali del carburo di tungsteno comprende una gamma molto ampia di prodotti utilizzati in settori diversi come carta e stampa, lavorazione alimentare, produzione elettronica, macchinari tessili e sistemi di pompaggio. Gli ugelli in carburo per sistemi di sabbiatura e spruzzatura resistono all'azione erosiva delle particelle abrasive molto più a lungo rispetto alle alternative in acciaio. Le superfici di tenuta in carburo per le tenute meccaniche nelle pompe che gestiscono fanghi abrasivi mantengono la finitura superficiale e la planarità attraverso milioni di cicli operativi. I rulli guida e i rulli formatori in carburo nelle linee di produzione di fili e tubi mantengono la precisione dimensionale su cicli di produzione estesi. Le sedi e le sfere delle valvole in carburo nelle valvole di controllo del flusso che gestiscono fluidi di processo abrasivi o erosivi garantiscono una durata operativa notevolmente superiore rispetto alle tradizionali alternative in metallo. In ogni caso, il motivo comune per scegliere il metallo duro è l’eliminazione dei guasti prematuri dovuti all’usura che altrimenti richiederebbero sostituzioni frequenti, tempi di fermo macchina e perdite di produzione associate.
Strumenti medici e dentistici
Il carburo di tungsteno cementato viene utilizzato in applicazioni mediche e dentistiche dove la sua durezza, biocompatibilità, resistenza alla corrosione e capacità di mantenere un tagliente affilato attraverso ripetuti cicli di sterilizzazione lo rendono superiore all'acciaio inossidabile. Le forbici chirurgiche, i porta-aghi e le pinze da dissezione realizzati con inserti in carburo sulle superfici di lavoro mantengono prestazioni di taglio più nitide e precise attraverso un numero molto maggiore di cicli di sterilizzazione e utilizzo rispetto agli equivalenti interamente in acciaio. Le frese dentali per il taglio dello smalto dei denti e dell'osso durante le procedure sono quasi esclusivamente realizzate in carburo grazie alla sua efficienza di taglio e longevità superiori rispetto all'acciaio. Gli strumenti da taglio ortopedici, inclusi alesatori, raspe e seghe per ossa, utilizzano il carburo per migliorare le prestazioni di taglio e prolungare la durata. I severi requisiti di pulizia e biocompatibilità delle applicazioni mediche fanno sì che solo specifici gradi di metallo duro ad elevata purezza con livelli di oligoelementi controllati siano qualificati per questi usi.
Rivestimenti in carburo di tungsteno: un modo diverso per ottenere prestazioni in carburo
Oltre ai componenti solidi in carburo cementato, il carburo di tungsteno è ampiamente applicato come rivestimento superficiale su acciaio e altri materiali di substrato utilizzando processi di spruzzatura termica, più comunemente spruzzatura di combustibile ad ossigeno ad alta velocità (HVOF) e spruzzatura al plasma. Nelle applicazioni di rivestimento in carburo di tungsteno, l'obiettivo è combinare la resistenza all'usura e la durezza del carburo sulla superficie di lavoro con la tenacità, la lavorabilità e il costo inferiore di un substrato di acciaio, ottenendo un equilibrio prestazionale che nessuno dei due materiali potrebbe fornire da solo.
I rivestimenti in carburo di tungsteno-cobalto (WC-Co) e in carburo di tungsteno-cobalto-cromo (WC-CoCr) spruzzati con HVOF sono i rivestimenti a spruzzo termico più utilizzati a livello globale per la protezione dall'usura e dall'erosione. Il processo HVOF accelera le particelle di polvere di legante di carburo a velocità molto elevate prima dell'impatto con il substrato, producendo rivestimenti densi e ben legati con una durezza che si avvicina a quella del carburo sinterizzato e una porosità molto bassa. Questi rivestimenti vengono utilizzati sui componenti del carrello di atterraggio degli aerei per sostituire la cromatura dura per la protezione dalla corrosione e dall'usura, sugli alberi e sui manicotti delle pompe nel servizio con liquami abrasivi, sui rulli delle macchine per la carta soggetti a usura abrasiva derivante dal contenuto di fibre riciclate, sulle aste dei cilindri idraulici e su molti altri componenti dove una superficie dura e resistente all'usura che prolunga la vita di una struttura in acciaio più grande rappresenta la soluzione ingegneristica più economica. Lo spessore del rivestimento varia tipicamente da 100 a 400 micron e la superficie rivestita può essere rettificata per ottenere tolleranze dimensionali e finiture superficiali precise dopo la spruzzatura.
Principali proprietà fisiche e meccaniche del carburo di tungsteno cementato
Per gli ingegneri che specificano il carburo di tungsteno per una nuova applicazione o lo confrontano con materiali alternativi, è essenziale avere un quadro chiaro della sua gamma di proprietà fisiche e meccaniche. La tabella seguente riassume le proprietà più importanti della gamma di qualità tipica del metallo duro WC-Co.
| Proprietà | Gamma tipica (qualità WC-Co) | Confronto con l'acciaio |
| Durezza Vickers (HV) | 1000 – 1800 alta tensione | 3–7 volte più duro dell'acciaio per utensili temprato |
| Densità (g/cm³) | 13.0 – 15.5 | ~1,7–2 volte più denso dell'acciaio |
| Modulo di Young (GPa) | 500 – 700 GPa | ~2,5–3,5 volte più rigido dell'acciaio |
| Resistenza alla compressione (MPa) | 3500 – 7000 MPa | Compressione molto più elevata rispetto all'acciaio |
| Resistenza alla rottura trasversale (MPa) | 1500 – 4000MPa | Paragonabile o migliore dell'acciaio temprato |
| Resistenza alla frattura (MPa·m½) | 8 – 22 MPa·m½ | Più in basso than steel; brittle in tension |
| Conducibilità termica (W/m·K) | 70 – 110 W/m·K | Altoer than most steels |
| Coefficiente di dilatazione termica (×10⁻⁶/°C) | 4.5 – 6.5 | ~metà dell'acciaio; considerare negli assiemi incollati |
| Punto di fusione (°C) | ~2870°C (composto WC) | Molto più alto dell'acciaio (~1400°C) |
Riciclaggio e sostenibilità del carburo di tungsteno
Il tungsteno è classificato come materia prima critica sia dall’Unione Europea che dagli Stati Uniti a causa dei rischi di concentrazione dell’offerta – con la Cina che controlla la stragrande maggioranza della produzione primaria globale – e del suo ruolo essenziale nelle industrie strategiche. Questo rischio di approvvigionamento, combinato con l’elevato valore economico del tungsteno, rende il riciclaggio dei rottami di carburo di tungsteno una componente importante della catena di approvvigionamento globale del tungsteno. Circa il 30-40% del tungsteno consumato a livello globale proviene attualmente da rottami di carburo riciclato, una percentuale che l’industria sta lavorando attivamente per aumentare attraverso il miglioramento delle infrastrutture di raccolta e lavorazione.
Esistono diversi percorsi di riciclaggio consolidati per il carburo di tungsteno esaurito. Il processo di recupero dello zinco dissolve il legante di cobalto mediante reazione con lo zinco fuso a circa 900°C, lasciando i grani di carburo di tungsteno intatti per il riutilizzo dopo la rimozione dello zinco mediante distillazione sotto vuoto. Questo processo è preferito quando la polvere di WC recuperata verrà riutilizzata nella produzione di carburo perché preserva la dimensione del grano ed evita il trattamento chimico ad alta intensità energetica necessario per convertire il tungsteno nella sua forma elementare. Il processo a flusso freddo utilizza un impatto ad alta velocità per fratturare meccanicamente il carburo esaurito in polvere fine che viene miscelata con polvere vergine per il riciclaggio. I processi di conversione chimica, incluso il percorso APT, dissolvono l’intero compatto di carburo e purificano chimicamente il tungsteno attraverso il paratungstato di ammonio, producendo materiale equivalente al tungsteno primario che può essere carburato in nuova polvere WC. Il valore economico dei rottami di carburo di tungsteno ne fa uno dei materiali industriali più attivamente riciclati, con reti di raccolta e trattamento consolidate che operano a livello globale nei settori degli utensili da taglio, degli utensili minerari e dei componenti soggetti a usura.
Idee sbagliate comuni sul carburo di tungsteno che vale la pena chiarire
Numerosi malintesi persistenti sul carburo di tungsteno circolano sia in contesti tecnici che di consumo, e affrontarli direttamente aiuta a creare aspettative realistiche su ciò che il materiale può e non può fare.
- "Il carburo di tungsteno è infrangibile": Questo è uno dei malintesi più comuni, in particolare nel contesto dei gioielli e dei prodotti di consumo in carburo di tungsteno. Il carburo cementato è estremamente duro e resistente all'usura, ma è anche fragile in tensione: ha una resistenza alla frattura relativamente bassa rispetto all'acciaio e si romperà o si frantumerà se sottoposto a un impatto sufficiente o a uno stress di trazione. Un anello in carburo di tungsteno, ad esempio, non può essere piegato per rimuoverlo in caso di emergenza come può fare un anello d'oro: deve essere spezzato utilizzando una tecnica specifica. La durezza che rende il carburo così efficace per le applicazioni antiusura è inseparabile dalla fragilità che lo rende vulnerabile alla frattura da impatto.
- "Tutto il carburo di tungsteno è uguale": La frase "carburo di tungsteno" copre una famiglia di qualità con proprietà significativamente diverse a seconda del contenuto di cobalto, della dimensione del grano e delle fasi aggiuntive di carburo. Un grado di piccone da miniera con il 20% di cobalto ha caratteristiche di durezza, resistenza all'usura e tenacità molto diverse da un grado di parti soggette ad usura di precisione con il 6% di cobalto e granulometria inferiore al micron. Specificare "carburo di tungsteno" senza una designazione del grado fornisce informazioni insufficienti per la maggior parte delle applicazioni ingegneristiche.
- "Il carburo di tungsteno non può essere graffiato": Sebbene il carburo cementato sia estremamente resistente ai graffi rispetto ai metalli, può essere graffiato da materiali più duri di lui, in particolare il diamante, il nitruro di boro cubico (CBN) e alcuni materiali ceramici. Gli abrasivi con rivestimento diamantato e le mole CBN vengono abitualmente utilizzati per rettificare e rifinire parti in carburo di tungsteno proprio perché sono più duri e possono rimuovere materiale dalla superficie del carburo.
- "Un livello di cobalto più elevato significa sempre una qualità inferiore": Ciò non è corretto nel contesto di applicazioni che richiedono tenacità e resistenza agli urti. Le qualità ad alto contenuto di cobalto sono progettate specificatamente per applicazioni come picconi da miniera e taglio fortemente interrotto dove la resistenza agli urti è il requisito principale. In queste applicazioni, un grado a basso contenuto di cobalto selezionato sulla base della massima durezza si fratturerebbe rapidamente. Il giusto livello di cobalto è quello che fornisce l'equilibrio ottimale tra durezza e tenacità per l'applicazione specifica: né universalmente alto né universalmente basso.
- "Gli utensili in carburo di tungsteno non hanno mai bisogno di essere sostituiti": Gli utensili in carburo di tungsteno si usurano molto più lentamente rispetto alle alternative in acciaio nella maggior parte delle applicazioni, ma si usurano e alla fine richiedono la sostituzione o il ricondizionamento. Gli aspetti economici degli utensili in metallo duro si basano sulla loro durata superiore all'usura, che riduce la frequenza e i costi di sostituzione rispetto ad alternative meno resistenti all'usura, e non sulla durata infinita. L'ispezione regolare e la sostituzione proattiva al limite di usura appropriato sono sempre migliori rispetto all'utilizzo di utensili in metallo duro per completare il guasto, che in genere causa ulteriori danni ai componenti associati.
I nostri prodotti //
Prodotti correlati